
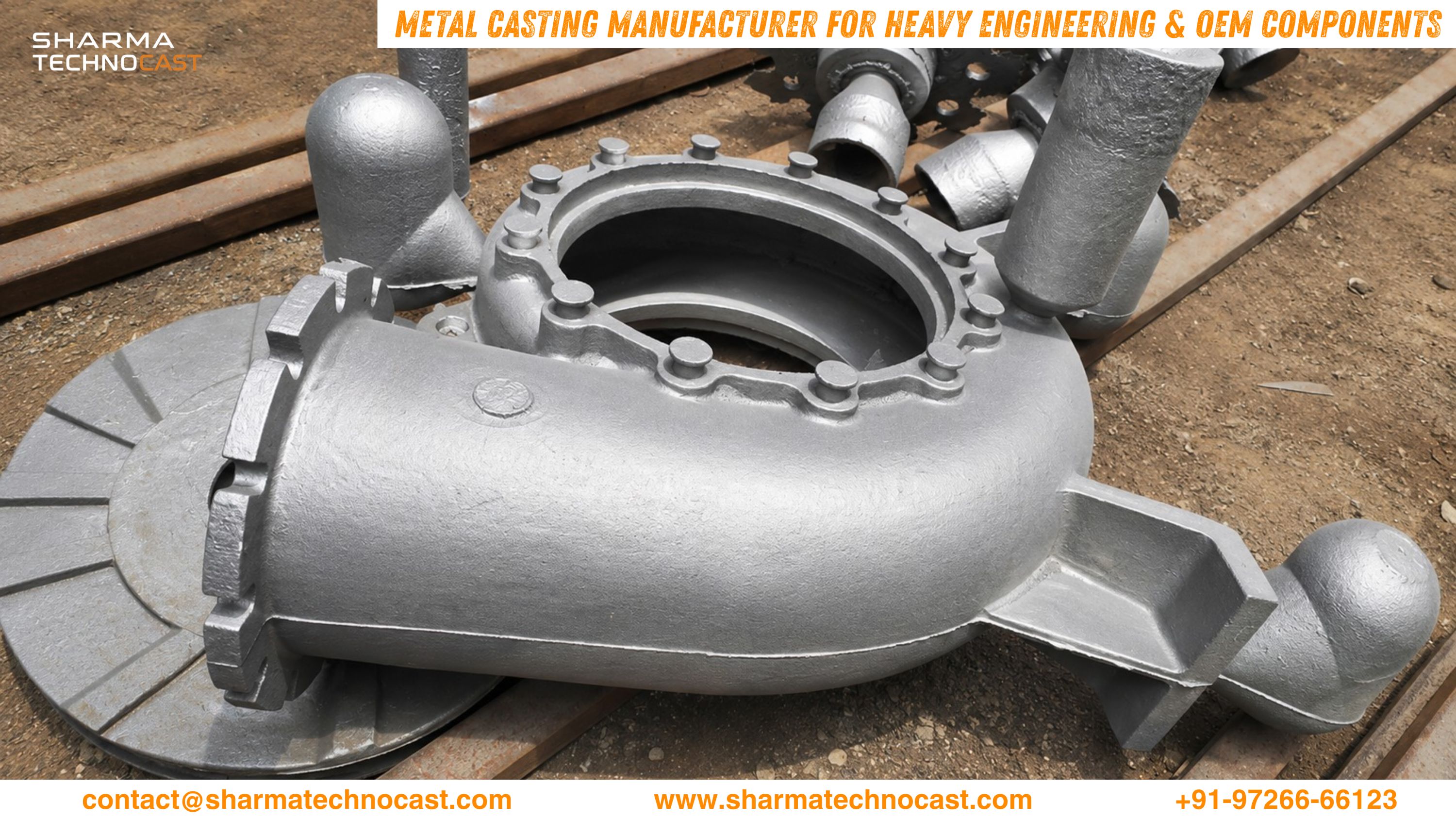
Casting gets picked for heavy engineering and OEM components for a fairly specific reason — the part either has internal geometry that forging can’t produce, or it’s too large or too complex to machine economically from solid bar. Once that’s the case, the question stops being “should we cast this” and becomes “who can cast this correctly.” Sharma Technocast handles that end to end — pattern making, mold design, the actual pour, then fettling and heat treatment to bring the material to the mechanical properties the application actually needs. Housings, valve bodies, impellers, structural brackets — the kind of parts that show up across power generation, oil and gas equipment, and heavy machinery builds — all go through the same process here, in carbon steel, alloy steel, or stainless steel depending on what the part has to survive in service. What tends to matter more to OEM buyers, though, is what happens after the casting cools. A rough casting still needs machining to land on bore dimensions, mounting faces, bolt patterns — and handing that off to a second vendor is where dimensional mismatches and delays tend to creep in. That machining stays in-house here too, along with forging and fabrication if a project needs more than one process.